CNC machining cost is mainly determined by machining time, material selection, setup time, and tool requirements. When a design includes special features such as very tight tolerances or ultra-thin walls, it often requires slower machining speeds, special tools, and additional inspection steps, which increase the overall CNC machining cost.
Understanding how design choices affect manufacturing allows you to apply basic CNC machining cost reduction principles during the early design stage, avoiding unnecessary complexity and reducing CNC machining costs without affecting function.
The most direct way to reduce CNC machining costs is to simplify geometry. Simple shapes shorten machining time and reduce toolpath complexity.
Complex freeform surfaces often require 3-axis plus, 3+2, or full 5-axis machining. These advanced setups increase CNC machining cost, extend machining time, and introduce higher programming and toolpath optimization requirements.
Use simple geometric features such as planes, cylinders, and cones whenever possible. Reduce unnecessary decorative surfaces and avoid excessive blended curves to create cost-effective CNC part design.
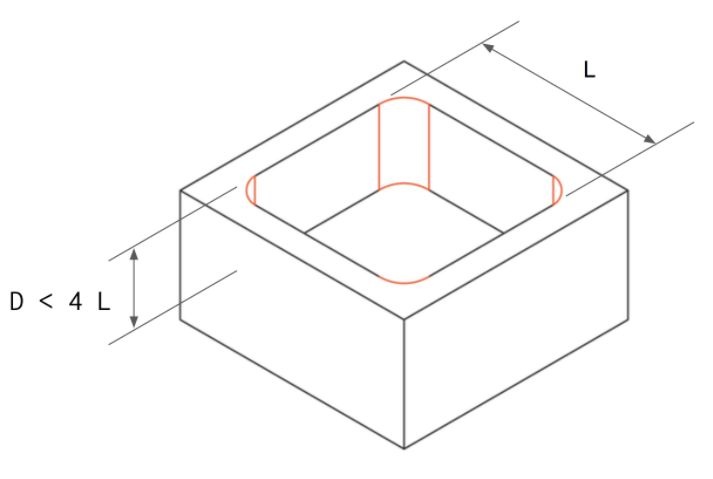
Deep cavities require long-reach tools with very low rigidity, increasing vibration and poor dimensional accuracy. To stay within CNC machining tolerances, cutting depth and feed rates must be reduced, extending machining time substantially.
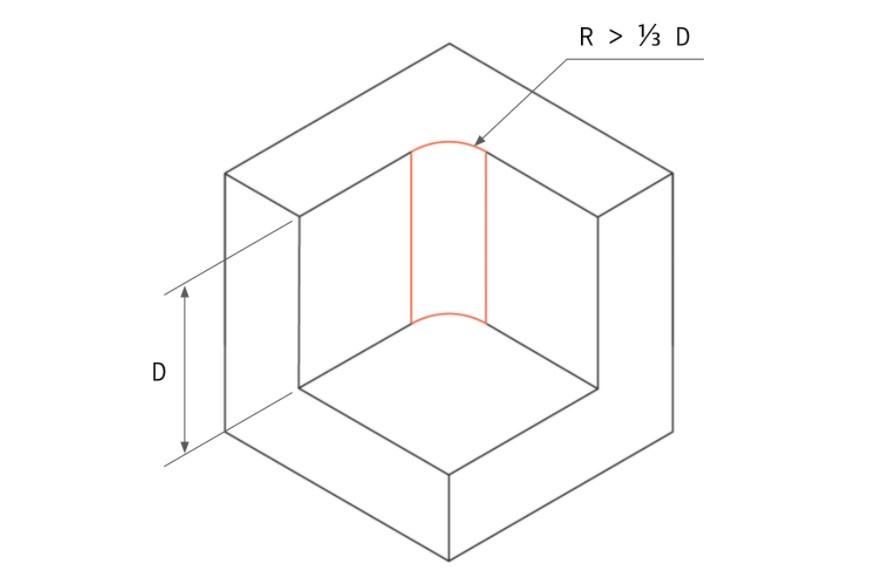
Add internal corner radii slightly larger than tool radius, avoid sharp internal corners, and keep cavity depth/width ratios within 4–6. If deep cavities are unavoidable, consider split-part design, post-assembly, or using cast/forged blanks to minimize CNC machining time.
Standardization is a core CNC machining design guideline—reducing variables lowers CNC machining cost and improves repeatability across programming, machining, and inspection.
Shops always stock standard metric drills (Φ3, Φ4, Φ5, etc.). Using standard tools avoids custom tooling costs and reduces CNC machining price factors.
Select whole-number or .5 mm metric sizes, and fractional sizes in imperial. This improves CNC machining efficiency and avoids delays.
Non-standard slots often require custom milling cutters, which significantly increase CNC machining cost and lead time.
Match slot width to standard end-mill diameters (3, 4, 6, 8, 10, 12 mm). Convert complex slots into combinations of standard holes and standard-width straight slots for cost-effective CNC design.
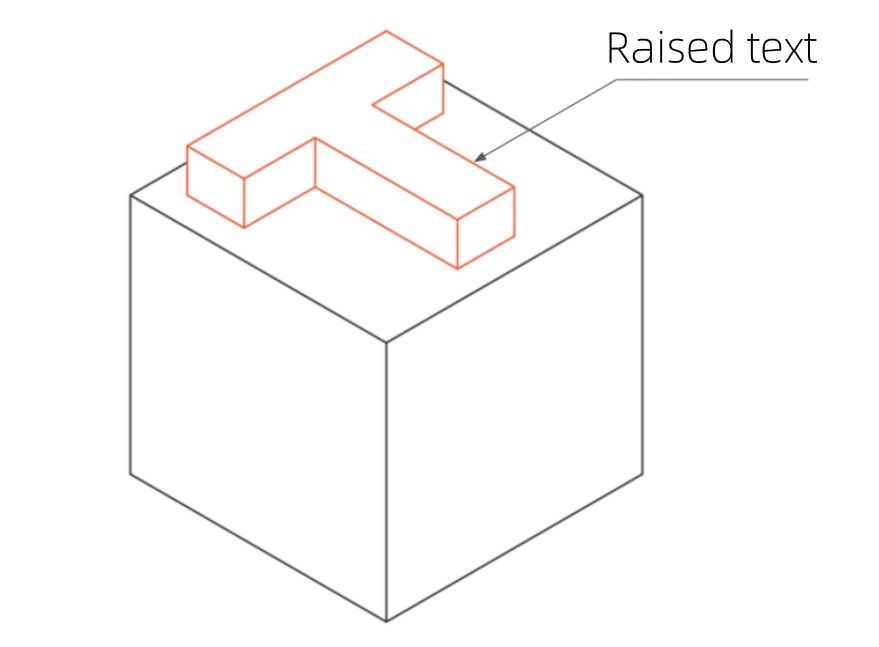
Thin walls deform easily, requiring reduced feed rates and multiple light passes. This prolongs machining time and increases CNC machining cost.
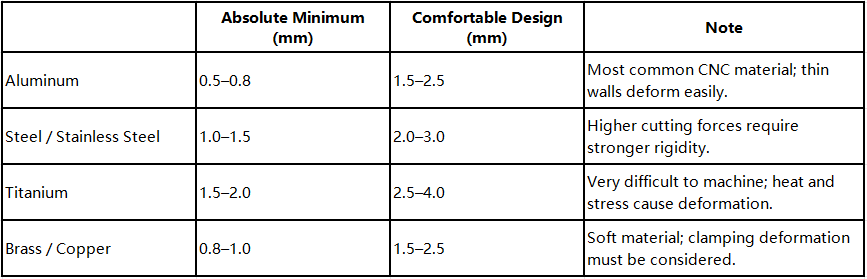
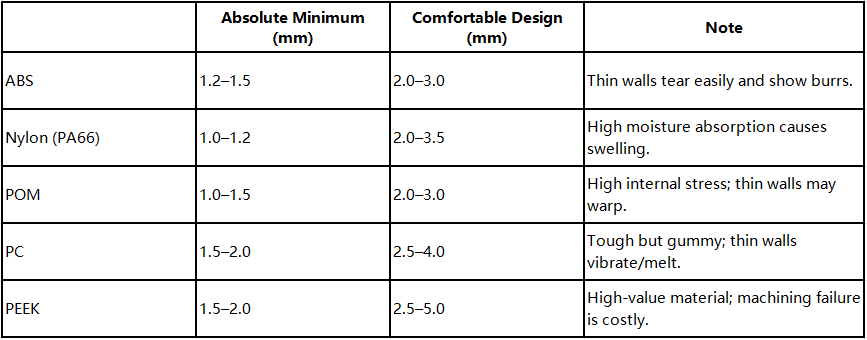
Material choice is a major CNC machining price factor.
Highly machinable, fast cutting, low tool wear, and supports many finishes. However, not suitable for high-load applications.
Low-speed machining, higher tool wear, and 3–5× machining time vs aluminum. Suitable for high-strength applications.
Good for rapid prototyping but tolerance capability is limited. Fits functional testing and lightweight designs.
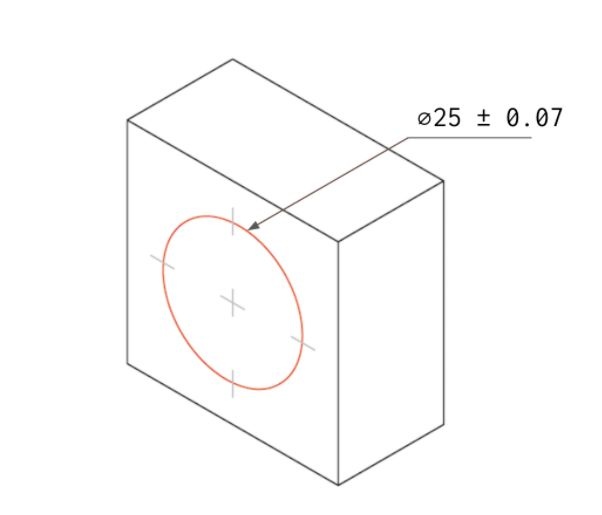
Tighter tolerances dramatically increase CNC machining cost due to slower cutting, precision tooling, and higher inspection requirements.
Require long drills, slow feed, intermittent cutting, and special chip evacuation.
Suggestion: Keep depth ≤ 10× diameter or redesign entry features.
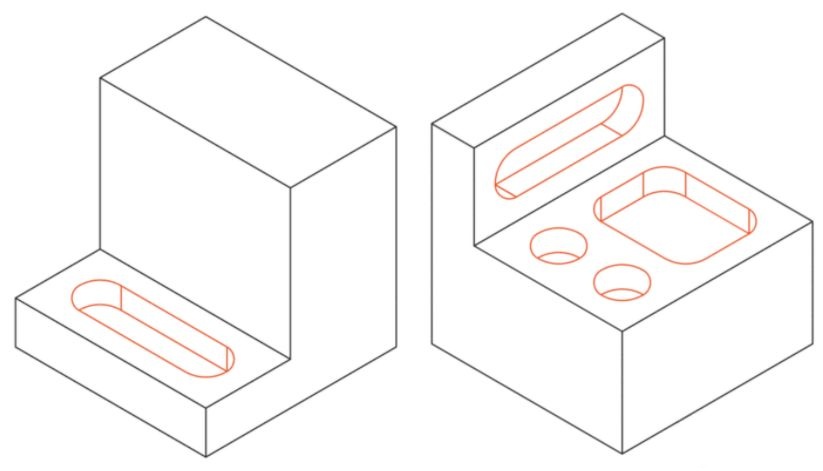
Long tool overhang reduces rigidity, causes vibration and marks.
Suggestion: Keep depth ≤ 4× slot width or redesign slot geometry for better chip removal.
When multiple surfaces of a part require machining, it often necessitates multiple flips and setups, which increases CNC machining time and cost.
If there are precision features on the back side, once the front is machined, the part must be flipped to machine the back.
Features that are not perpendicular to the reference surface may require special fixtures.
Avoid machining a large number of complex features on the opposite side; ensure that most critical surfaces (especially those requiring precise alignment) are on the same side or adjacent sides.
Use optimized fixtures or design the part so that it can be machined in a single setup.
Analyze part features to ensure that the majority of machining operations can be completed in one fixture.
Chamfering tools require precise positioning at the start and end of each edge. The more edges there are, the higher the proportion of air-cutting time, which increases overall CNC machining time. Moreover, different chamfer sizes (e.g., C0.5, C1, C1.5) require changing to different chamfer tools, which further consumes time.
Each lower Ra value (smoother surface) represents a slower machining process, more precise equipment, higher skill requirements, and stricter inspection, which all contribute to increased CNC machining costs.
Choose surface roughness based on actual functional needs, avoiding pursuit of perfect aesthetics.
If visual appearance is important, only the visible surfaces should have high finish.
Other non-critical surfaces can use conventional roughness to reduce CNC machining costs.
After understanding the factors affecting CNC machining cost, we can planively avoid design elements that lead to higher expenses. This way, we can achieve parts that are not only suitable for our needs but also cost-effective, maximizing CNC cost reduction.
Feel free to ask us if you have any question of the CNC machining.




