Applying the appropriate post-processing and surface finishing can improve the surface roughness, appearance, and wear resistance of CNC machined parts, and even improve their functionality. In this article, we will introduce several common surface treatment methods for metal CNC parts, which can help you choose the most suitable surface treatment for your application.
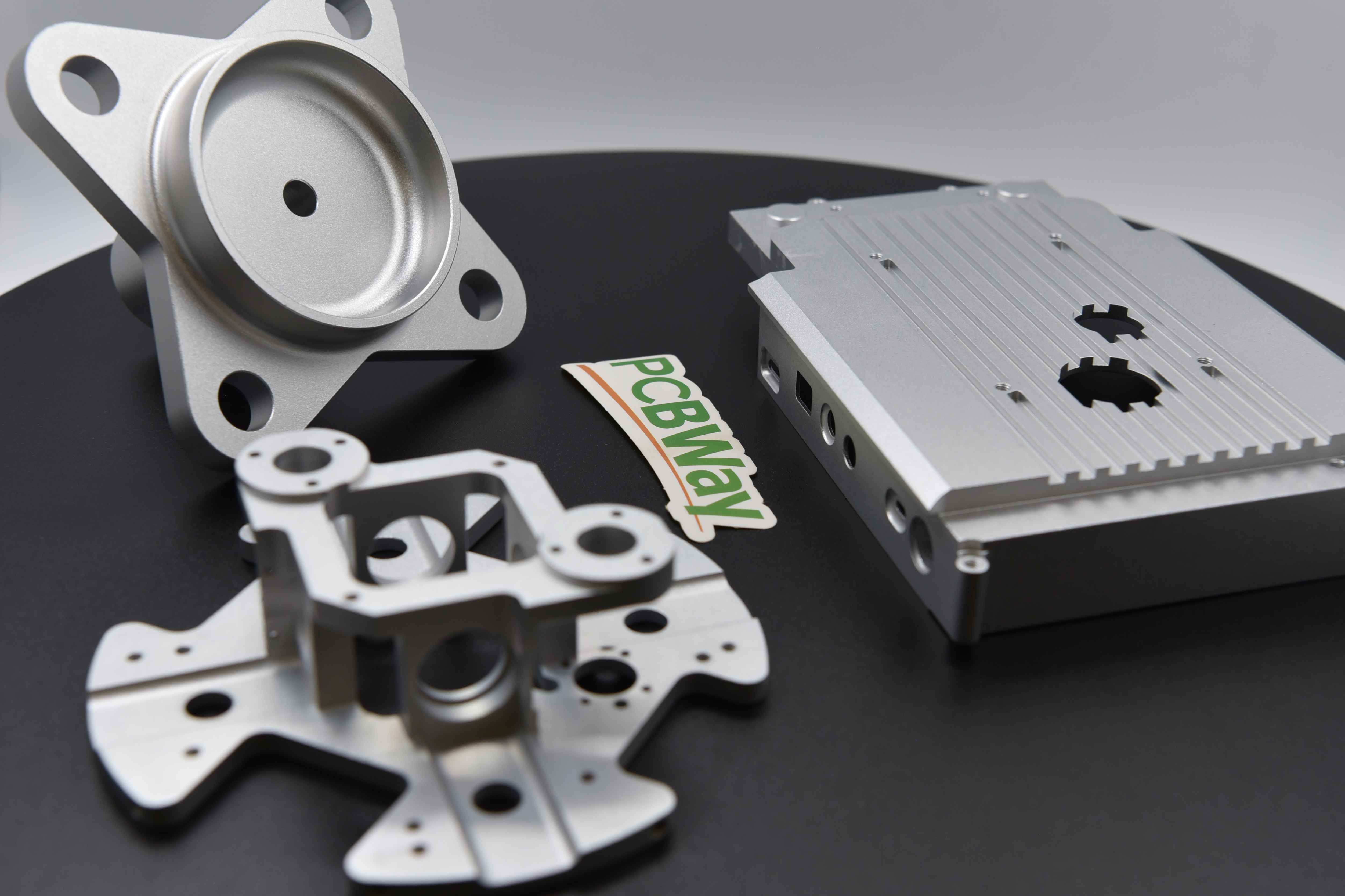
All CNC machined parts will have markings indicating the paths of cutting tools used during the machining process. The surface quality is measured by average surface roughness (Ra), which is the average deviation of the machined contour from the ideal surface. The standard as-machined surface roughness is 3.2 μm (125 μin). After proper finishing, the surface roughness can be reduced to 1.6, 0.8, or 0.4 μm (63, 32, or 16 μin).
Some materials that affect part dimensional tolerances can be removed by smoothing or polishing as-machined parts, which can improve their surface quality and visual appearance by reducing their surface roughness.
Advantage: The strictest dimensional tolerances;
Disadvantage: Visible tool marks.
Bead blasting is a way to remove marks from machined parts by increasing the uniform matte or satin surface finish. Its working principle is to use a pressurized air gun to bombard your parts with small glass beads. It protects critical surfaces or features ( such as holes ) to avoid any dimensional changes while removing excess material and smoothing the surface of the part.
In general, bead blasting is used more for aesthetic rather than functionality. This is a manual process, so the results depend to some extent on the operator's skills. The size of the air pressure and the size of the glass beads are the main process parameters, and the glass beads have different sizes.
Advantage: Be able to achieve a uniform matte or satin finish at a low cost;
Disadvantage: Will affect the critical size and surface roughness.

Anodizing adds a thin ceramic layer on the surface of metal parts, which can prevent corrosion and wear. The anodizing film is non-conductive and can be dyed in different colors. Anodizing is only compatible with aluminum and titanium.
During Anodizing (type II and type III), the component is immersed in dilute sulfuric acid solution and a voltage is applied between the component and the cathode. Electrochemical reactions consume the material on the exposed surface of the part and convert it into hard aluminum or titanium oxide.
By changing the current, anodizing time, and the consistency and temperature of the solution, coatings with different thicknesses and densities can be built.
Advantage:
Disadvantage:
Powder coating refers to adding a thin layer of protective polymer on the surface of parts. Powder coating is a robust, wear-resistant surface treatment that is compatible with all metal materials. Combined with sandblasting, parts with smooth and uniform surfaces and excellent corrosion resistance can be manufactured.
The powder coating process is similar to spray painting. These parts are first coated with an optional phosphating or chromate coating to increase their corrosion resistance, then coated with dry powder using an electrostatic "spray" gun and cured at high temperatures ( usually in an oven at 200 degrees Celsius ).
Multilayers can be applied to form a thicker coating with typical thicknesses ranging from about 18 μm to 72 μm. There are many colors to choose from.
Advantages:
Disadvantages: